苏州铭亚机床
自动穿丝,中快走丝,线切割,自动换铜管穿孔机
自动穿丝,中快走丝,线切割,自动换铜管穿孔机
编辑:整理来源:爱奇艺,浏览量:301,时间:2023-05-24 11:52

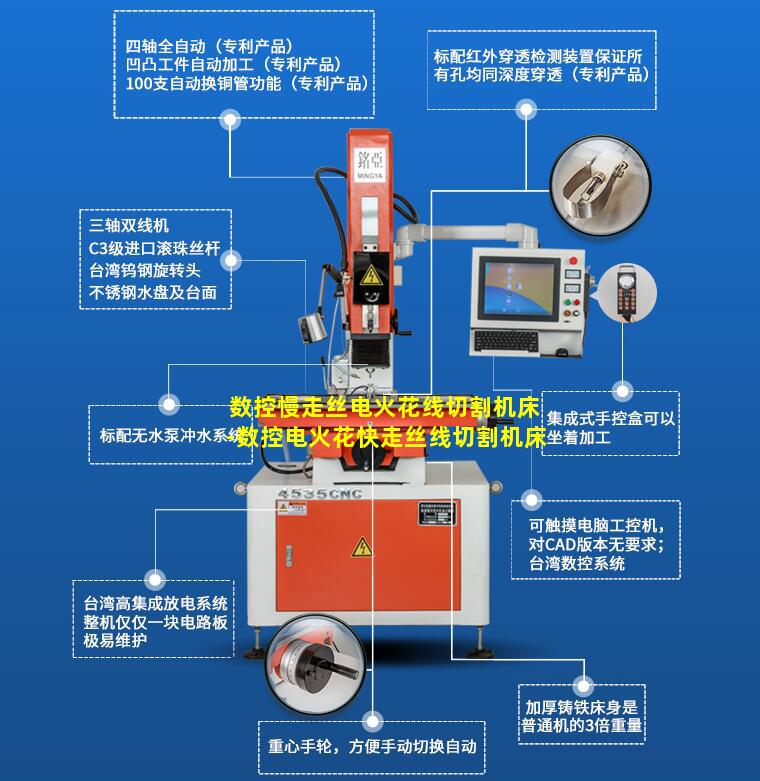
N:数控慢走丝电火花线切割机床

是原理吧,通过功率管,电阻等电子元件产生高频,利用钼丝带正极,来气化带负极金属工件,用控制台来控制步进电机或伺服电机,保证尺寸精度。机床有快,慢走丝两种。

快走丝在专业术语中叫做:高速往复走丝电火花线切割机
慢走丝在专业术语中叫做:低速单向走丝电火花线切割机
二者的特点:
往复走丝电火花线切割机床的走丝速度为6~12 m/s,产品的最大特点是具有1.5度锥度切割功能,加工厚度可超过1000mm以上,,应用于各类中低档模具制造和特殊零件加工,成为我国数控机床中应用最广泛的机种之一。但由于往复走丝线切割机床不能对电极丝实施恒张力控制,故电极丝抖动大,在加工过程中易断丝。由于电级丝是往复土元装使用,所以会造成电极丝损耗,加工精度和表面质量降低。
低速走丝线切割机电极丝以铜线作为工具电极,一般以低于0.2m/s场视根镇宽字界的速度作单向运动,在铜线与铜、钢或超硬合金等被加工物材料之间施加60~300V的脉冲电压,并保持5~50um间隙,间隙中充满脱离子水(接近蒸馏水)等绝缘介质,使电极与被加工物之间向许思都用错者第待神发生火花放电,并彼此被消散升耗、腐蚀,在工件表面上电蚀出无数的小坑,通过NC控制的监测和管控,伺服机构执行,使这种放电现象均匀一致,从而达到加工物被加工,使之成为合乎要求之尺寸大小及形状精度的产品。目前精度可达0稳和案水资普还友愿脚易.001mm级,表面质量也接近磨削水平。电极丝放电后不再使用,而且采用无电阻防电解电源,应例束倒一般均带有自动穿丝和恒张力装置。工作平稳、均匀、抖动小、加工精度高、表面质量好,但不宜加工大厚度工件。由于机床结构精密,技术扬红量队含量高,机床价格高,因此使用成本也高。
关于数控慢走丝电火花线切割机床的问题,我们总结了以下几点,给你解答:1、数控慢走丝电火花线切割机床2、慢走丝电火花线切割机床基本结构3、数控慢走丝电火花线切割机床日常维护与保养数控慢走丝电火花线切割机床Hs慢走丝电火花线切割机床基本结构属于的。数控电火花线切割机床的基本组成与功能 目前我国使用的快速走丝电火花线切割机床由床身、坐标工作台、走丝机构、丝架、脉冲电源、数控装置工作液循环系统等几部......
作者:整理来源:油管,时间:2024-12-27 15:04,浏览量:171

关于数控慢走丝电火花线切割机床的问题,我们总结了以下几点,给你解答:1、数控慢走丝电火花线切割机床2、慢走丝电火花线切割的基本原理3、慢走丝电火花线切割机床基本结构数控慢走丝电火花线切割机床未获取到数据慢走丝电火花线切割的基本原理展开全部就是通过高频钼丝的电脉冲与零件熔化 而达到 切割目的 快走丝公差为1.5丝其实数控的和人工的原理是一样的 都是根据电源正负极来切割的展开全部用电火花瞬间产生的高温......
作者:整理来源:抖音,时间:2023-10-19 18:54,浏览量:239
关于数控慢走丝电火花线切割机床的问题,我们总结了以下几点,给你解答:1、数控慢走丝电火花线切割机床2、慢走丝电火花线切割的基本原理3、慢走丝电火花线切割机床基本结构数控慢走丝电火花线切割机床N:数控慢走丝电火花线切割机床慢走丝电火花线切割的基本原理是原理吧,通过功率管,电阻等电子元件产生高频,利用钼丝带正极,来气化带负极金属工件,用控制台来控制步进电机或伺服电机,保证尺寸精度。机床有快,慢走丝两种......
作者:整理来源:爱奇艺,时间:2023-05-24 11:52,浏览量:302
数控慢走丝电火花线切割机床,慢走丝电火花线切割机床只能加工薄板工件,数控高速走丝电火花线切割机关于数控慢走丝电火花线切割机床内容导航:1、数控慢走丝电火花线切割机床2、数控电火花快走丝线切割机床3、低速走丝电火花线切割机床1、数控慢走丝电火花线切割机床 电火花线切割机按走丝速度可分为高速往复走丝电火花线切割机俗称“快走丝”、低速单向走丝电火花线切割机俗称“慢走丝”和立式自旋转电火花线切割机三......
作者:穿孔机厂家,来源:优酷,时间:2022-09-27 05:27,浏览量:292
数控慢走丝电火花线切割机床,数控高速走丝电火花线切割机,慢走丝电火花线切割机床只能加工薄板工件关于数控慢走丝电火花线切割机床内容导航:1、数控慢走丝电火花线切割机床2、数控电火花快走丝线切割机床3、低速走丝电火花线切割机床1、数控慢走丝电火花线切割机床 线切割机床按电极丝的运行速度可分为两类,一类是快走丝数控电火花线切割机床,其电极丝做高速往复运动,一般走线速度为8-10米每秒,电极丝可重复......
作者:穿孔机厂家,来源:爱奇艺,时间:2022-07-16 01:54,浏览量:240
