苏州铭亚机床
自动穿丝,中快走丝,线切割,自动换铜管穿孔机
自动穿丝,中快走丝,线切割,自动换铜管穿孔机
编辑:穿孔机厂家,来源:爱奇艺,浏览量:240,时间:2022-07-16 01:54
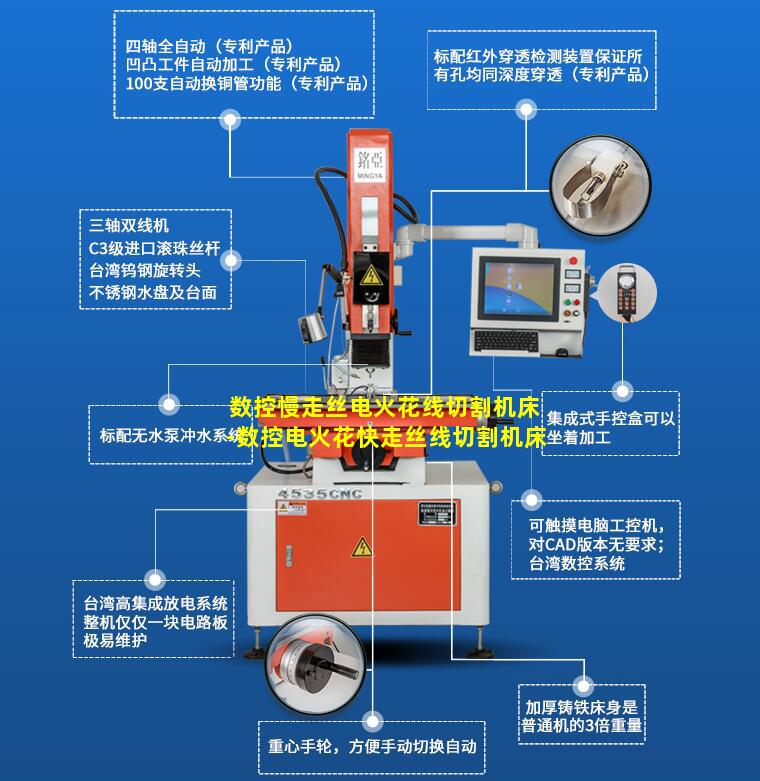
数控慢走丝电火花线切割机床,数控高速走丝电火花线切割机,慢走丝电火花线切割机床只能加工薄板工件


(1)顶级低速走丝电火花线切割机
这种低速走丝电火花线切割机代表了目前的最高水平,如瑞士夏米尔公司的千系列机床、日本三菱电机公司的PA系列超高精度机床、日本牧野公司的UPJ-2超精密机床等。这类机床的 最大特点是加工精度很高,在±0.002 mm以内,表面粗糙度Ra<0.2μm,一般都能使用<0.03 mm的电极丝进行微精加工,主机大都具有热平衡系统,一些机床采用在油中进行切割加工。瑞士阿奇夏米尔公司的双丝机床也属于这个档次。这个档次的中型机床每台售价一般在200万元以上。
(2)高档低速走丝电火花线切割机
这档机床除了采用无电阻防电解电源外,一般均带有自动穿丝装置,能采用0.10 mm的电极 丝进行切割,精度在±0.003 mm左右。最高加工效率能达500 m㎡/min的超高速机也属于这个档次,如夏米尔公司的240CC、440CC机,日本三菱电机公司的FA-V超高速高性能机等。这个档次的中型机床每台售价在100万元以上。
(3)中档低速走丝电火花线切割机
为了抢占中国市场,日本、瑞士的电加工机床制造企业推出了这档机床,价格一般在50~80万元/台。如瑞士阿奇公司的XENON、夏米尔公司的380,日本沙迪克公司的AQ系列、三菱电机公司的FA系列等。这类机床一般由这些公司在中国设立的工厂制造,如阿奇夏米尔公司、三菱公司、沙迪克特种公司。
这档机床的配置和性能满足了用户采用低速走丝电火花线切割加工的基本要求。一般都采用无电阻、防电解电源,具有水浸式加工、锥度切割功能。实用的最高加工效率为120~150 m㎡/min ,最佳表面粗糙度达Ra<0.5μm,切割精度可达±0.005mm,一般都采用0.15 mm以上的铜丝进行切割。这档机床一般都具备自动穿丝功能,可供用户选配。
上述3个档次的低速走丝电火花线切割机也可称为高档机、标准机、入门机。 的低速走丝电火花线切割机起步虽然较晚,但这几年来发展迅速。其关键的一个举措就是由若干家电加工机床制造企业共同出资,在有关部门一定限度的支持下,由工业技术 研究院投入大量的人力、物力做关键技术的开发。经过10多年的攻关,在控制系统及电源等关键技术上取得了突破。
各企业制造的低速走丝电火花线切割机目前应属中档机的范围,销售价一般在50~60万元/台。这些机床一般都采用无电阻防电解电源具有锥度切割、浸入式加工等功能,庆鸿、徕通两家公司已掌握自动穿丝技术。
低速走丝电火花线切割机的最高加工效率在200 mm2/min左右,实用加工效率为100~ 120 m㎡/min,切割表面粗糙度为Ra 0.5~0.8μm。一般认为机的切割精度应在±0.005 mm左右。 (1)三光科技公司的低速走丝电火花线切割机
三光科技公司通过与日本沙迪克公司的合资经营以及自身的不断整合,生产的低速走丝电火花线切割机属国产机中的佼佼者。该公司目前的产品属中档机范围,每台售价为50余万 元 。采用无电阻电源、防电解电源及水浸式加工技术,可以搭载销售。最大加工率超过3500 m㎡/min,有效加工效率为120~150 m㎡/min,最佳表面粗糙度为Ra0.5--0.8μm,切割精度为±0.005mm。
(2)电加工机床研究所、中特公司的低速走丝电火花线切割机
电加工研究所于20世纪70年代末在机械工业部的支持下开始研究低速走丝线切割技术,是国内首家引进日本FUNAC公司低速走丝电火花线切割机技术的研究所,并进行许可证生产,先后共销售了200余台。“七五”、“八五”期间,在国家的支持下,又立项进行攻关,不断增强了低速走丝电火花线切割加工技术的研发能力。
目前电加工研究所中特公司生产的一种普及型DK7632C低速走丝电火花线切割机,其加工精度在±0.005 mm,最佳表面粗糙度为Ra0.8μm,有效加工效率为50~60m㎡/min,售价为每台20余万元。
近年来,电加工研究所在科技部专项基金的支持下,投入了较大的研发力量,已完成新一代低速走丝电火花线切割机的研发,产品在第九届中国国际机床展览会上推出,其性能指标可达中档机水平。
(3)机床公司等企业的低速走丝电火花线切割机开发情况
机床有限责任公司曾与日本沙迪克公司、印度某公司合作过,现仍在不懈地研发低速走丝电火花线切割加工技术,据悉试验样机的最大加工效率可达200 m㎡/min。
还有一些企业则希望通过与相关企业的合作,来发展低速走丝电火花线切割加工技术,如机床集团(原杭无专)购入了低速走丝电火花线切割机的电箱,自己生产主机与之配套,已在展览会上亮相。安德公司也与徕通公司进行合作。


关于数控慢走丝电火花线切割机床的问题,我们总结了以下几点,给你解答:1、数控慢走丝电火花线切割机床2、慢走丝电火花线切割机床基本结构3、数控慢走丝电火花线切割机床日常维护与保养数控慢走丝电火花线切割机床Hs慢走丝电火花线切割机床基本结构属于的。数控电火花线切割机床的基本组成与功能 目前我国使用的快速走丝电火花线切割机床由床身、坐标工作台、走丝机构、丝架、脉冲电源、数控装置工作液循环系统等几部......
作者:整理来源:油管,时间:2024-12-27 15:04,浏览量:171

关于数控慢走丝电火花线切割机床的问题,我们总结了以下几点,给你解答:1、数控慢走丝电火花线切割机床2、慢走丝电火花线切割的基本原理3、慢走丝电火花线切割机床基本结构数控慢走丝电火花线切割机床未获取到数据慢走丝电火花线切割的基本原理展开全部就是通过高频钼丝的电脉冲与零件熔化 而达到 切割目的 快走丝公差为1.5丝其实数控的和人工的原理是一样的 都是根据电源正负极来切割的展开全部用电火花瞬间产生的高温......
作者:整理来源:抖音,时间:2023-10-19 18:54,浏览量:239
关于数控慢走丝电火花线切割机床的问题,我们总结了以下几点,给你解答:1、数控慢走丝电火花线切割机床2、慢走丝电火花线切割的基本原理3、慢走丝电火花线切割机床基本结构数控慢走丝电火花线切割机床N:数控慢走丝电火花线切割机床慢走丝电火花线切割的基本原理是原理吧,通过功率管,电阻等电子元件产生高频,利用钼丝带正极,来气化带负极金属工件,用控制台来控制步进电机或伺服电机,保证尺寸精度。机床有快,慢走丝两种......
作者:整理来源:爱奇艺,时间:2023-05-24 11:52,浏览量:302
数控慢走丝电火花线切割机床,慢走丝电火花线切割机床只能加工薄板工件,数控高速走丝电火花线切割机关于数控慢走丝电火花线切割机床内容导航:1、数控慢走丝电火花线切割机床2、数控电火花快走丝线切割机床3、低速走丝电火花线切割机床1、数控慢走丝电火花线切割机床 电火花线切割机按走丝速度可分为高速往复走丝电火花线切割机俗称“快走丝”、低速单向走丝电火花线切割机俗称“慢走丝”和立式自旋转电火花线切割机三......
作者:穿孔机厂家,来源:优酷,时间:2022-09-27 05:27,浏览量:293
数控慢走丝电火花线切割机床,数控高速走丝电火花线切割机,慢走丝电火花线切割机床只能加工薄板工件关于数控慢走丝电火花线切割机床内容导航:1、数控慢走丝电火花线切割机床2、数控电火花快走丝线切割机床3、低速走丝电火花线切割机床1、数控慢走丝电火花线切割机床 线切割机床按电极丝的运行速度可分为两类,一类是快走丝数控电火花线切割机床,其电极丝做高速往复运动,一般走线速度为8-10米每秒,电极丝可重复......
作者:穿孔机厂家,来源:爱奇艺,时间:2022-07-16 01:54,浏览量:241
