苏州铭亚机床
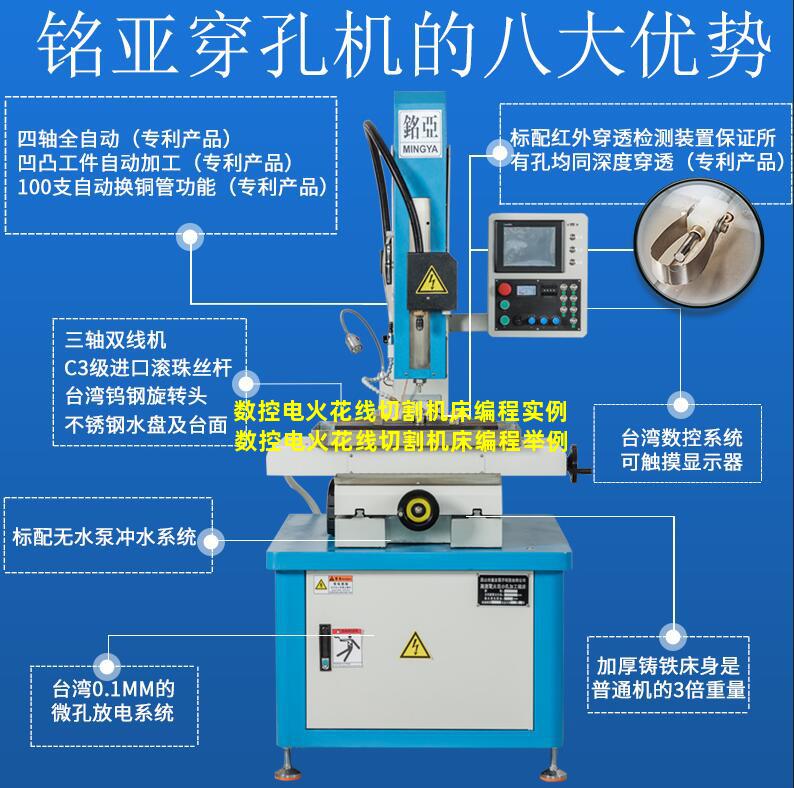
自动穿丝,中快走丝,线切割,自动换铜管穿孔机
自动穿丝,中快走丝,线切割,自动换铜管穿孔机
编辑:整理来源:油管,浏览量:69,时间:2025-08-08 10:18

Sg哦!火焰切割机编程呀,那要看以下的你的图纸了喽!一般简单的人可以编一下程序,是没有问题的,不过编程的资料介绍有点大,如果你想要的,我可以传给你。不过像一些复杂的图形,人是不好编程序的,万一一个数据错了,下的料就报废了喽!复杂的需要用编程软件,只要你用CAD画好图形,用软件转化成加工程序。
QQ:728595512

平动头
电火花粗加工时的火花间隙比中加工的要大,而中加工的火花间隙比精加工的又要大一些。当用一个电极进行粗加工,将工件的大部分余量蚀除掉后,其底面和侧壁四周的表面粗糙度很差,为了将其修光,就得改变规准逐档进行修整。由于后档规准的放电间隙比前档小,对工件底面可通过主轴进给进行修光,而四周侧壁就无法修光了。平动头就是为解决修光侧壁和提高其尺寸精度而设计的。
平动头是一个使装在其上的电极能产生向外机械补偿动作的工艺附件。在采用单电极加工型腔时,可以补偿上一个加工规准和下一个加工规准之间的放电间隙差。
平动头的动作原理是:利用偏心机构将伺服电动机的旋转运动通过平动轨迹保持机构,转化成电极上每一个质点都能围绕其原始位置在水平面内作平面小圆周运动,许多小圆的外包络线就形成加工表面。其运动半径即平动量,通过调节可由零逐步扩大,以补偿粗、中、精加工的火花放电间隙之差,从而达到修光型腔的目的。其中每个质点运动轨迹的半径就称为平动量。
平动头在电火花加工中作用:
机械式平动头能够补偿加工中电极的损耗,可使用单个电极完成粗加工到精加工转换的过程。
机械式平动头有扩孔作用,当工件要求偏小时,设定所需平动量加工,满足工件加工要求。
机械式平动头对工件光洁度有明显效果,特别是工件型腔侧边犹为明显。
机械式平动头可对螺纹孔放电加工
数控平动头能够作多种循迹及侧向加工,包含圆形循迹、方形循迹、正方形侧向、圆周任意角度等分连续、任意角度对称、任意角度侧向。极大的提升了ZNC电火花的作用。
精密数控平动头与火花机相连,可改变平动量和侧壁修整量控制放电侧边间隙。并在平动结束时能够自动停止加工。

ISO编程;3B编程;自动编程
关于数控电火花线切割机床编程实例的问题,我们总结了以下几点,给你解答:1、数控电火花线切割机床编程实例2、数控电火花线切割机床加工基础知识3、数控电火花线切割机床编程举例数控电火花线切割机床编程实例Sg哦!火焰切割机编程呀,那要看以下的你的图纸了喽!一般简单的人可以编一下程序,是没有问题的,不过编程的资料介绍有点大,如果你想要的,我可以传给你。不过像一些复杂的图形,人是不好编程序的,万一一个数据错......
作者:整理来源:油管,时间:2025-08-08 10:18,浏览量:70
关于数控电火花线切割机床编程实例的问题,我们总结了以下几点,给你解答:1、数控电火花线切割机床编程实例2、数控电火花线切割机床加工基础知识3、数控电火花线切割机床编程举例数控电火花线切割机床编程实例Sg例如:R是圆弧半径的一半、一个200的圆、G02 x0 y0 i100 j0 半径是G02 X100 y0 i50 j0 R是G02 x50 y50 i50 j0补充:所谓数控切割,就是指用于控制机......
作者:整理来源:360问答,时间:2024-12-24 04:32,浏览量:274
关于数控电火花线切割机床编程实例的问题,我们总结了以下几点,给你解答:1、数控电火花线切割机床编程实例2、数控电火花线切割机床加工基础知识3、数控电火花线切割机床编程举例数控电火花线切割机床编程实例Hs来自间隙丝半径家丝放电间隙电极轴丝直径1/2+0.01数控电火花线切割机床加工基础知识最常用的功能就是用电规准放电腐蚀金属零件电火花线切割加工(wire cut electrical dischar......
作者:整理来源:搜狗问问,时间:2024-11-01 15:52,浏览量:366
关于数控电火花线切割机床编程实例内容导航:1、数控电火花线切割机床编程实例2、数控电火花线切割机床编程举例3、数控电火花线切割机床加工基础知识1、数控电火花线切割机床编程实例补充知识:2、数控电火花线切割机床编程举例3、数控电火花线切割机床加工基础知识数控线切割机床是利用高能量密度的电火花放电烧蚀原理进行加工的,属于特种加工范畴,它只能对导电材料进行加工。电火花数控线切割加工的过程中主要包含下列三......
作者:整理来源:抖音,时间:2023-03-20 10:30,浏览量:404

数控电火花线切割机床编程实例,电火花数控线切割机床程序,数控电火花切割机床的编程关于数控电火花线切割机床编程实例内容导航:1、数控电火花线切割机床编程实例2、数控电火花线切割机床编程示例3、数控电火花切割机床的编程1、数控电火花线切割机床编程实例 你学数控铣那么应该以操作为主,操作首先要搞清楚自己机床的操作系统和操作面板上各个按键的功能,看本机床的操作说明书,这点很重要,因为......
作者:穿孔机厂家,来源:腾讯视频,时间:2022-09-20 08:00,浏览量:369
