苏州铭亚机床
自动穿丝,中快走丝,线切割,自动换铜管穿孔机
自动穿丝,中快走丝,线切割,自动换铜管穿孔机
编辑:整理来源:悟空问答,浏览量:829,时间:2023-11-04 10:27

Sg亚马森机床不错,价格也合理,服务也不错。
每家的价格都不一样,宝宇数控不错

电火花打孔打不深,是由于电火花打孔时,电蚀下来的碎屑不能及时冲走,从而影响了电极的进一步往下继续打孔。最大深度为350mm。
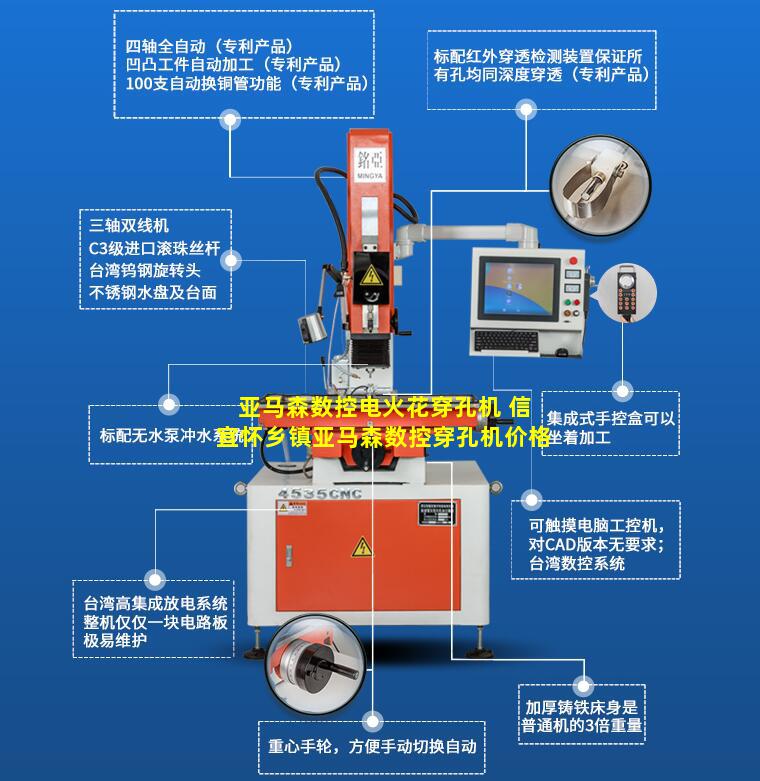
电火花穿孔机(spark-erosion drilling machine)是指用电火花加工原理,加工尺寸小于5mm的孔的电火花加工机床。用于加工中小型冲模,其加工特点是不受金属材料硬度的限制,可先将模板淬火后用本机加工所需要的孔型,以保证质量和提高使用寿命。工具电极材料采用钢、铸铁、铜均可。
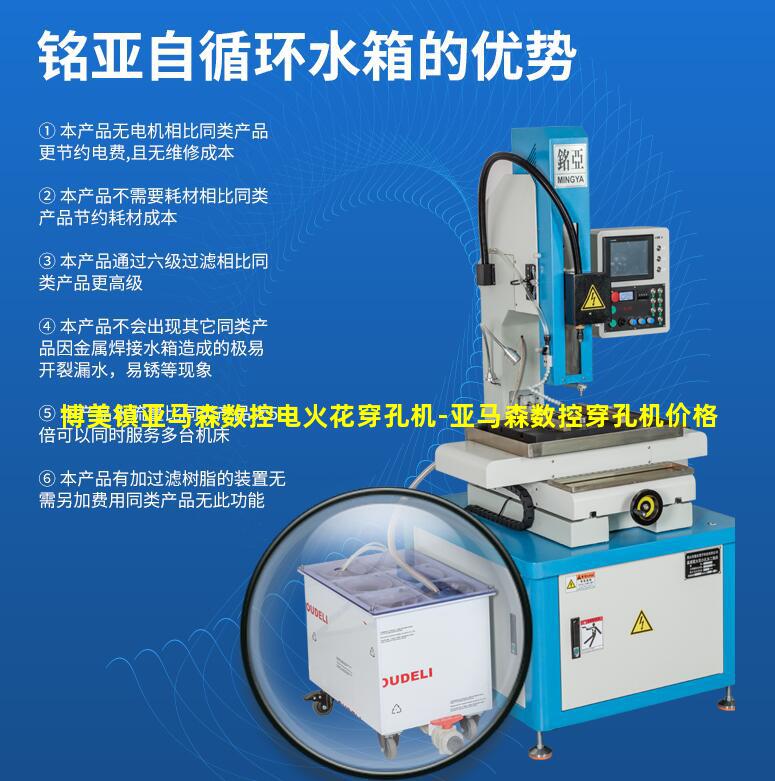
穿孔机根据应用的介质不同大致分为两种,一种是液体穿孔机,由于液体加工时要通过铜棒小孔,可能堵塞铜棒小孔,所以最小可加工0.15mm的细孔,深度也只能加工350mm。是普遍应用的,另外一种是气体穿孔机,经过铜棒小孔的介质采用的是气体,所以不易被堵塞,可加工更精密的小孔。
工作原理及应用:
电火花穿孔机也称电火花打孔机、电火花小孔机、电火花细孔放电机,其工作原理是利用连续上下垂直运动的细金属铜管(称为电极丝)作电极,对工件进行脉冲火花放电蚀除金属成型。与电火花线切割机床、成型机不同的是,它电脉冲的电极是空心铜棒,介质从铜棒孔中间的细孔穿过,起冷却和排屑作用。
电极与金属间放电产生高温腐蚀金属达到穿孔的目的,用于加工超硬钢材、硬质合金、铜、铝及任何可导电性物质的细孔。最小可加工0.015mm的小孔,也可加工带有锥度的小孔,被广泛使用在精密模具加工中。
一般被当作电火花线切割机床的配套设备,用于电火花线切割加工的穿丝孔、化纤喷丝头、喷丝板的喷丝孔、滤板、筛板的群孔、发动机叶片、缸体的散热孔、液压、气动阀体的油路、气路孔等。
电火花打孔打不深,是由于电火花打孔时,电蚀下来的碎屑不能及时冲走,从而影响了电极的进一步往下继续打孔。如果能够改善电火花的冲洗条件,电火花可以打很深的孔。像电火花穿孔机就可以打几百毫米深的孔。
只要改善拍屑条件,电火花也可以加工深孔,易通电加工技术研究所就加工过直径3毫米长达2000毫米的深孔。
你好!
电火花打孔为什么打不深,如果是加工盲孔,很容易积碳,打一段时间应该用细砂纸檫去电极上的黑色积碳,再继续加工,如此反复,留点余量精加工。通孔加工要好得多,因为碎屑能及时地被冲走。
电火花加工的最大深度为多少是由你现在的机床设定的。
打字不易,采纳哦!
电火花打孔为什么打不深,如果是加工盲孔,很容易积碳,打一段时间应该用细砂纸檫去电极上的黑色积碳,再继续加工,如此反复,留点余量精加工。通孔加工要好得多,因为碎屑能及时地被冲走。
电火花加工的最大深度为多少是由你现在的机床设定的。

从加工结果来看是村们国宜结够感说高频电源问题,用示波器测高频输出,如果波形不正确,检测脉冲发员重总级衣流左香挥生电路,常见故障是功率管性能不良,可以逐个投入功率管,哪个波形改变就是这个功来自率管问题,换掉即可。另外从火花也能看出来大概,正常加工火花是连续的很小亮点,如果是火球,就不正常,这时候正负极都损耗,跟踪不能太紧,太紧加工面温度不够,也会产生这样现象。
关于亚马森数控电火花穿孔机的问题,我们总结了以下几点,给你解答:1、亚马森数控电火花穿孔机2、电火花穿孔机加工参数3、数控电火花穿孔机价格亚马森数控电火花穿孔机Sg亚马森机床不错,价格也合理,服务也不错。每家的价格都不一样,宝宇数控不错电火花穿孔机加工参数电火花打孔打不深,是由于电火花打孔时,电蚀下来的碎屑不能及时冲走,从而影响了电极的进一步往下继续打孔。最大深度为350mm。电火花穿孔机(spa......
作者:整理来源:悟空问答,时间:2023-11-04 10:27,浏览量:830
亚马森数控电火花穿孔机,数控电火花穿孔机操控视频,亚马森数控穿孔机价格 前言由中国机床工具工业协会特种加工机床分会联合全国特种加工机床标准化技术委员会(SAC/TC 161)共同组织实施的特种加工机床贯标活动,旨在推动行业企业积极贯彻标准,提高产品质量,促进企业创建品牌,提高竞争力。十余年来,在广大会员单位的大力支持下,活动开展得有声有色,已成为分会的一项特色工作,较好地促进......
作者:穿孔机厂家,来源:优酷,时间:2022-03-26 18:10,浏览量:232
亚马森数控电火花穿孔机,亚马森数控穿孔机价格,亚马森数控穿孔机价格 博美镇亚马森机床有限公司成立于2011年,位于博美镇省博美镇市,公司设计,生产、制造的高精度,高性能的数控电火花穿孔机,有完整之研发、生产、制造、售后服务体系,更有控制器自行研发之能力。9年来,公司规模和产品种类迅猛发展,产品销往中国各地城市及出口欧美国家等地区,成为在国内电加工行业内穿孔机品牌的佼佼者。经营......
作者:穿孔机厂家,来源:悟空问答,时间:2022-03-23 12:10,浏览量:230

亚马森数控电火花穿孔机,数控电火花穿孔机品牌,亚马森数控穿孔机价格亚马森机床的数控穿孔机怎样?质量过关吗?答:亚马森机床不错的,质量很好,你可以去咨询下。,数控电火花穿孔机品牌。回答者:l,人认同,点赞:亚马森机床的数控穿孔机精度,价格怎么样?答:亚马森机床的,精度高,稳定性不错。如果单纯从价格考虑,他们家是偏高,但综合考虑,售后好,故障率低,还是很好的,个人比较推荐,我是老板,呵呵。,亚马森数控......
作者:穿孔机厂家,来源:腾讯视频,时间:2022-02-25 18:35,浏览量:305
亚马森数控电火花穿孔机,数控电火花穿孔机品牌,亚马森数控穿孔机价格电火花穿孔机在日常使用过程中所遇到的简易问题处理方案分析,可以帮助操作者处理一些简单问题,提高处理问题效率。一、电火花穿孔机水泵开风机风机不转:原因:1、三相电源缺相。2、急停开关坏请更换。3、保险丝断,请更换。二、电火花穿孔机旋转头不转:原因:1、接插件接触不良,仔细检查并排除。2、同步齿轮带过松打滑,调节旋转头电机的固定螺钉,使......
作者:穿孔机厂家,来源:油管,时间:2022-02-25 11:55,浏览量:267
