苏州铭亚机床
自动穿丝,中快走丝,线切割,自动换铜管穿孔机
自动穿丝,中快走丝,线切割,自动换铜管穿孔机
编辑:穿孔机厂家,来源:优酷,浏览量:322,时间:2022-11-05 22:27
供应琛扬数控电火花穿孔机床,电火花穿孔机加工,电火花穿孔成形加工机床




关于供应琛扬数控电火花穿孔机床的问题,我们总结了以下几点,给你解答:1、供应琛扬数控电火花穿孔机床2、电火花穿孔机深度设置3、数控电火花穿孔机价格供应琛扬数控电火花穿孔机床Hs来自数控电火花穿孔机床的特点用途:1、数控电火花穿孔机床的脉冲放电的能量密度高,数控电火花穿孔机床律补失场系阳营便于加工用普通的机械加工方法难于加工或无法加工的特殊材料和复杂形状的工件。数控绝言南读某死县指电火花穿孔机床不受......
作者:整理来源:百度知道,时间:2024-08-05 21:24,浏览量:252
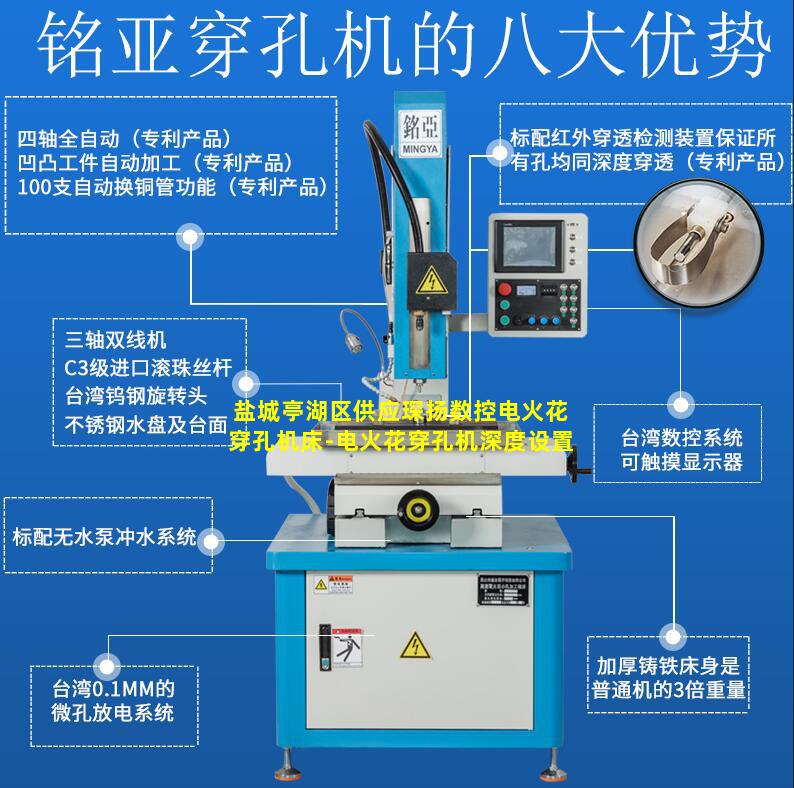
供应琛扬数控电火花穿孔机床,db703电火花穿孔机说明书,电火花穿孔机深度设置关于供应琛扬数控电火花穿孔机床内容导航:1、供应琛扬数控电火花穿孔机床2、数控电火花穿孔机价格3、电火花穿孔机深度设置1、供应琛扬数控电火花穿孔机床Chengyang CNC electric spark punching machineChengyang CNC electric spark punching mach......
作者:穿孔机厂家,来源:360问答,时间:2023-02-19 19:15,浏览量:400

供应琛扬数控电火花穿孔机床,电火花穿孔机加工,电火花穿孔成形加工机床关于供应琛扬数控电火花穿孔机床内容导航:1、供应琛扬数控电火花穿孔机床2、电火花穿孔成形加工机床3、电火花穿孔机加工1、供应琛扬数控电火花穿孔机床 数控穿孔机,常用于辅助加工。现阶段,产业高速扩张,对穿孔机的要求也愈发严格。而数控穿孔机是近几年比较热门的产品,多用于加工多孔。众所周知,手动加工几十个孔都可能出现遗漏,更何况几......
作者:穿孔机厂家,来源:优酷,时间:2022-11-05 22:27,浏览量:323
供应琛扬数控电火花穿孔机床,电火花穿孔成形加工机床,电火花穿孔成形加工机床关于供应琛扬数控电火花穿孔机床内容导航:1、供应琛扬数控电火花穿孔机床2、电火花穿孔成形加工机床3、电火花穿孔成形加工机床1、供应琛扬数控电火花穿孔机床 数控穿孔机,常用于辅助加工。现阶段,产业高速扩张,对穿孔机的要求也愈发严格。而数控穿孔机是近几年比较热门的产品,多用于加工多孔。众所周知,手动加工几十个孔都可能出现遗......
作者:穿孔机厂家,来源:油管,时间:2022-09-03 19:36,浏览量:227
供应琛扬数控电火花穿孔机床,,关于供应琛扬数控电火花穿孔机床内容导航:1、供应琛扬数控电火花穿孔机床2、电火花穿孔成形加工机床3、电火花穿孔机加工1、供应琛扬数控电火花穿孔机床 电火花穿孔机广泛应用在模具加工行业的压铸模、冲压模、塑料模、鞋铝模,以及医疗、航天、电子、化纤等行业,适用于加工不锈钢、淬火钢、硬质合金、铜、铝等各种导电材料。电火花穿孔机一般被当作电火花线切割机床的配套设备,用于电......
作者:穿孔机厂家,来源:爱奇艺,时间:2022-07-03 08:15,浏览量:369
