苏州铭亚机床
自动穿丝,中快走丝,线切割,自动换铜管穿孔机
自动穿丝,中快走丝,线切割,自动换铜管穿孔机
编辑:穿孔机厂家,来源:悟空问答,浏览量:130,时间:2022-05-20 14:50
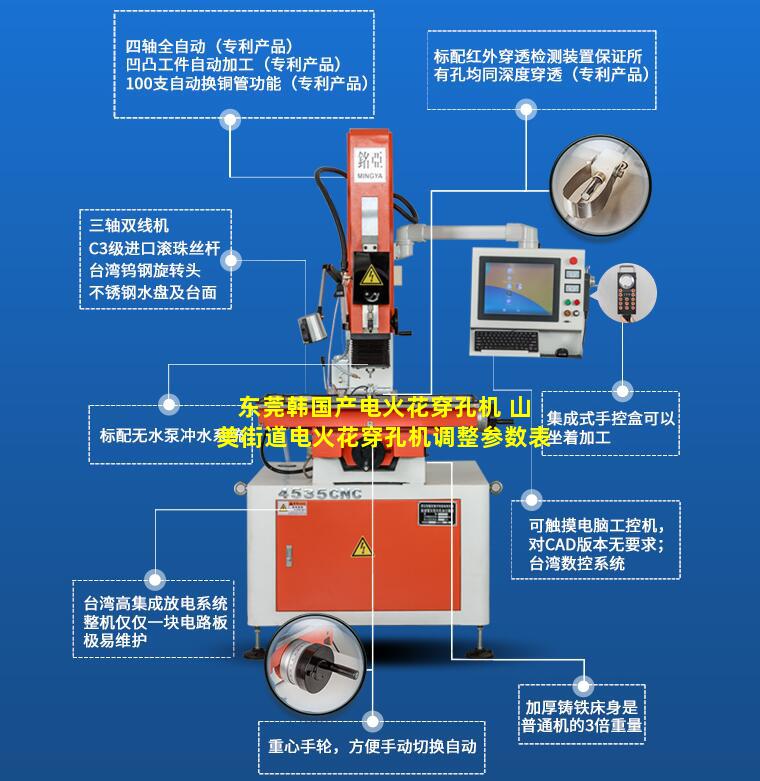
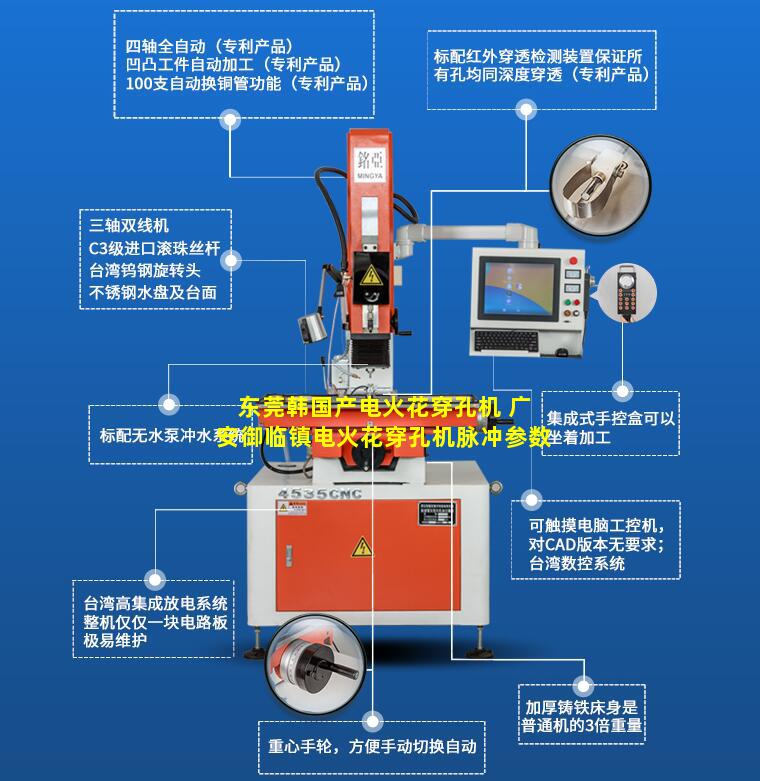
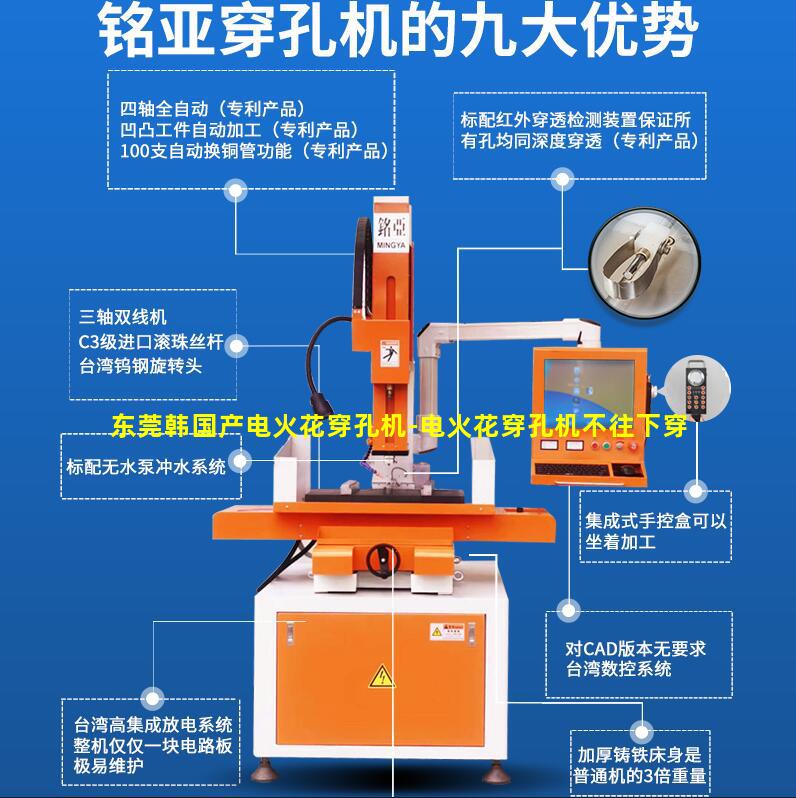
韩国产电火花穿孔机,电火花穿孔机脉冲参数,电火花穿孔机调整参数表
1:适用于加工不锈钢、淬火钢、硬质合金、铜、铝等各种导电材料。
2:加工孔径∮0.3-∮3.0mm,最大深径比能达200:1以上。
3:加工速度每分钟最大可达成20-60mm。
4:直接从斜面、曲面穿入直接使用自来水为工作液。
5:工作台X、Y、Z轴配有数显装置。
6:具有电极自动修整功能。
7:主轴升降具有快速上下功能。
8:具有加工电压可调功能。
9:具有靠边定位功能。
一、加工不稳定
1、电极出液口偏斜,出液不直,造成加工不稳定。 2、电极质量不高可能引起这种情况,请更换电极。 3、加工深孔时常短路回退,可能是电极前端
4、不直或钻夹头中心孔与导向器中心孔不同心。若电极前端不直,请换电极方向,若中心孔与导向器不同心,请用调整芯棒重新调整同心度。 5、检查工件和电极装夹是否可靠。
6、加工电压无法调节,或者短路或者开路,伺服系统可能有故障,请与销售商或本公司联系。 7、放电线是否连接可靠。
8、电极质量不高或工件材质有夹渣,造成电极端部损耗不均匀,从而出现电极斜偏,可截去斜偏部分同时要用较好的电极和工件材料。
二、加工速度偏低
1、首先检查各参数设置是否正常。
2、检查工作压力是否正常,若较低,请调至7MPA左右。 3、 冲液是否有力顺畅。
4、电极不直,旋转起来后电极作圆圈运动。

热搜弹幕:韩国产电火花穿孔机,电火花穿孔机脉冲参数,电火花穿孔机调整参数表

韩国产电火花穿孔机,最小的电火花穿孔机多少钱一台,韩国产电火花穿孔机价格关于韩国产电火花穿孔机内容导航:1、韩国产电火花穿孔机2、韩国产电火花穿孔机价格3、韩国产电火花穿孔机厂家1、韩国产电火花穿孔机 电火花穿孔机广泛应用在模具加工行业的压铸模、冲压模、塑料模、鞋铝模,以及医疗、航天、电子、化纤等行业,适用于加工不锈钢、淬火钢、硬质合金、铜、铝等各种导电材料。电火花穿孔机一般被当作电火花线切......
作者:穿孔机厂家,来源:百度知道,时间:2022-09-03 18:00,浏览量:93

韩国产电火花穿孔机,电火花穿孔机原理,电火花穿孔机不往下穿关于韩国产电火花穿孔机内容导航:1、韩国产电火花穿孔机2、电火花穿孔加工价格3、电火花穿孔机高频电路韩国产电火花穿孔机 电火花穿孔机的特色:1、加工速度每分钟可达30—60mm.伺服行程380.可装500mm铜管。2、能加工不锈钢、淬火钢、硬质合金、铜、铝等各种导电材料。3、能直接从斜面、曲面穿入。4、伺服升降选用双直线导轨,电动升降......
作者:穿孔机厂家,来源:油管,时间:2022-06-03 12:10,浏览量:151
韩国产电火花穿孔机,电火花穿孔机脉冲参数,电火花穿孔机调整参数表韩国产电火花穿孔机-电火花穿孔机调整参数表 1:适用于加工不锈钢、淬火钢、硬质合金、铜、铝等各种导电材料。2:加工孔径∮0.3-∮3.0mm,最大深径比能达200:1以上。3:加工速度每分钟最大可达成20-60mm。4:直接从斜面、曲面穿入直接使用自来水为工作液。5:工作台X、Y、Z轴配有数显装置。6:具有电极自动修整功能。7:......
作者:穿孔机厂家,来源:悟空问答,时间:2022-05-20 14:50,浏览量:131
韩国产电火花穿孔机,电火花穿孔机电路图,电火花穿孔机脉冲参数韩国产电火花穿孔机-电焊机改电火花穿孔机 电火花穿孔机的简介:移动式电火花穿孔机高压水冷却排渣,蚀除速度加快,可在任意大小、形状的工件上加工直径0.3~3.0之间的深小孔,深径比高可达300:1。特别适用于加工不锈钢、淬火钢、硬质合金、铜、铝等各种导电材料;能从斜面、曲面、锥面、阶梯直接穿入打孔。 韩国产电火花穿孔机-电火花穿孔......
作者:穿孔机厂家,来源:爱奇艺,时间:2022-05-18 13:40,浏览量:172
韩国产电火花穿孔机,电火花穿孔机电气原理图,电火花穿孔机调整参数表数控电火花穿孔成形加工机床的主要机械装置1.床身和立柱床身和立柱是一个基础结构,由它确保电极与工作台、工件之间的相互位置。它们精度的高低对加工有直接的影响。因此,不但床身和立柱的结构应该合理,有较高的刚度,能承受主轴负重和运动部件突然加速运动的惯性力还应能减小温度变化引起的变形,经过时效处理消除内应力,使其日久不会变形。HCD300......
作者:穿孔机厂家,来源:悟空问答,时间:2022-05-07 11:55,浏览量:139
