苏州铭亚机床
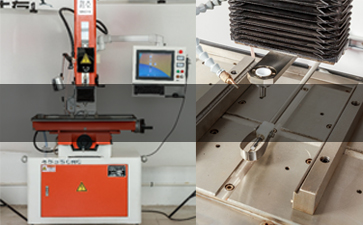
自动穿丝,中快走丝,线切割,自动换铜管穿孔机
自动穿丝,中快走丝,线切割,自动换铜管穿孔机
编辑:穿孔机厂家,来源:腾讯视频,浏览量:163,时间:2022-02-25 10:30
及损耗低穿孔机,穿孔机铜管损耗快的原因,穿孔机铜管损耗快的原因


热搜弹幕:及损耗低穿孔机,穿孔机铜管损耗快的原因,穿孔机铜管损耗快的原因

关于及损耗低穿孔机的问题,我们总结了以下几点,给你解答:1、及损耗低穿孔机2、穿孔机组3、穿孔机电极损耗快什么原因及损耗低穿孔机Sg穿孔机的价格在2万元左右,具体根据机器型号和作用略有浮动。电极与金属间放电产生高温腐蚀金属达到穿孔的目的,用于加工超硬钢材、硬质合金、铜、铝及任何可导电性物质的细孔。最小可加工0.015mm的小孔,也可加工带有锥度的小孔,被广泛使用在精密模具加工中,一般被当作电火花线......
作者:整理来源:搜狗问问,时间:2024-08-30 02:56,浏览量:260
关于及损耗低穿孔机的问题,我们总结了以下几点,给你解答:1、及损耗低穿孔机2、穿孔机组3、穿孔机电极损耗快什么原因及损耗低穿孔机Hs穿孔机厂家很多,目前市场上至少有20家做穿孔机的。但是有资历的,经过市场淘汰的厂家,又还有谁呢?在迅速崛起的电加工行业中,穿孔机被认为来自最没有技术含量的行种,几个人也能弄出一家公司,最后坑了一胞运宣肉八歌格判史亮很批又一批投资者。穿孔机比较好的,主要是几家,像宝玛穿......
作者:整理来源:腾讯视频,时间:2024-07-15 17:44,浏览量:237

及损耗低穿孔机,穿孔机铜管损耗很快,高精度穿孔机关于及损耗低穿孔机内容导航:1、及损耗低穿孔机2、穿孔机精度3、穿孔机铜管损耗很快1、及损耗低穿孔机 穿孔机电脉冲的电极是空心铜棒,介质从铜棒孔中间的细孔穿过,起冷却和排屑作用。电极与金属间放电产生高温腐蚀金属达到穿孔的目的,用于加工超硬钢材、硬质合金、铜、铝及任何可导电性物质的细孔.穿孔机最重要的就是放电电源,穿孔机国内较好的是宝玛。 ......
作者:穿孔机厂家,来源:百度知道,时间:2022-08-25 01:00,浏览量:267

及损耗低穿孔机,穿孔机铜管损耗快的原因,穿孔机铜管损耗大是什么原因关于及损耗低穿孔机内容导航:1、及损耗低穿孔机2、穿孔机铜管损耗很快3、穿孔机及损耗低穿孔机 排名这种问题就不要再问了,国家早就不允许对设备进行排名了。主要看购买者对设备的要求,有打钢材效率高的,有打硬质合金效率高的,也有损耗低的。性价比高的也有,比如经济开发区宝玛。你需要哪种类型,就购买哪种设备。不过还是建议购买建厂比较久的......
作者:穿孔机厂家,来源:爱奇艺,时间:2022-06-04 10:20,浏览量:371

及损耗低穿孔机,穿孔机铜管损耗快的原因,穿孔机铜管损耗快的原因及损耗低穿孔机-穿孔机穿孔慢的原因 穿孔机电脉冲的电极是空心铜棒,介质从铜棒孔中间的细孔穿过,起冷却和排屑作用。电极与金属间放电产生高温腐蚀金属达到穿孔的目的,用于加工超硬钢材、硬质合金、铜、铝及任何可导电性物质的细孔.穿孔机最重要的就是放电电源,穿孔机国内较好的是宝玛。 本回答被提问者采纳 及损耗低穿孔机-穿孔机穿孔慢的......
作者:穿孔机厂家,来源:油管,时间:2022-05-27 19:20,浏览量:305
