苏州铭亚机床
自动穿丝,中快走丝,线切割,自动换铜管穿孔机
自动穿丝,中快走丝,线切割,自动换铜管穿孔机
编辑:穿孔机厂家,来源:优酷,浏览量:212,时间:2022-02-24 12:40
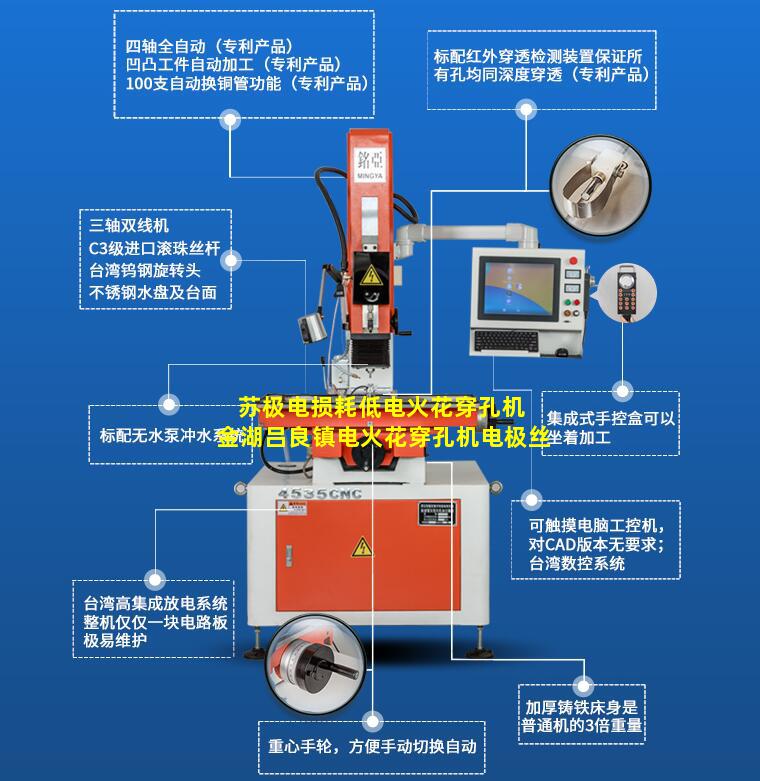
苏极电损耗低电火花穿孔机,,
电火花穿孔机
许多客户经常反映电火花穿孔机的一些小问题,不知道如何处理,其实在本人看来,许多电火花穿孔机都是没有问题的,要害问题在于客户对机床不熟悉,操作上也不了解,这是问题呈现的主要原因,犹如你买了辆车,想达到100KM/H的速度,但档位却在1档,这不是车子的问题,是操作问题。
本人操作市宝玛数控设备有限公司电火花穿孔机多年,以下做一些简单的“故障”扫除办法,期望对使用者有所协助。
一:加工不稳定
1.电极出液口偏斜,出液不直,形成加工不稳定。
2.电极质量不高可能引起这种情况,请替换电极。
3.加工深孔时常短路回退,可能是电极前端.
4.不直或钻夹头中心孔与导向器中心孔不同心。若电极前端不直,请换电极方向,若中心孔与导向器不同心,请用调整芯棒重新调整同心度。
5.查看工件和电极装夹是否可靠。加工电压无法调节,或许短路或许开路,伺服系统可能有故障,请与销售商或本公司。
6.放电线是否衔接可靠。
7.电极质量不高或工件材质有夹渣,形成电极点部损耗不均匀,然后呈现电极斜偏,可截去斜偏部分一起要用较好的电极和工件材料。
二:加工速度偏低
首先查看各参数设置是否正常。
查看工作压力是否正常,若较低,请调至7MPA左右。
冲液是否有力顺利。
电极不直,旋转起来后电极作圆圈运动。
热搜弹幕:苏极电损耗低电火花穿孔机,,

关于苏极电损耗低电火花穿孔机的问题,我们总结了以下几点,给你解答:1、苏极电损耗低电火花穿孔机2、电火花穿孔机电极丝3、苏极电损耗低电火花穿孔机能用吗苏极电损耗低电火花穿孔机Sg苏极电科技有限公司的苏极电穿孔机质量较好的,是一家高科技创新企业。也是品牌的,当然可以作为参考的范围。电火花穿孔机电极丝放电间隙的大小可以设置的,放电间隙设置的越大,加工表面就越粗,如果加工表面有要求的,放电间隙最好小一点......
作者:整理来源:抖音,时间:2024-10-07 22:08,浏览量:2787

苏极电损耗低电火花穿孔机,电火花穿孔机电极丝,电火花穿孔机电极丝关于苏极电损耗低电火花穿孔机内容导航:1、苏极电损耗低电火花穿孔机2、电火花穿孔机电极丝3、电火花穿孔机电极丝1、苏极电损耗低电火花穿孔机 数控穿孔机,常用于辅助加工。现阶段,产业高速扩张,对穿孔机的要求也愈发严格。而数控穿孔机是近几年比较热门的产品,多用于加工多孔。众所周知,手动加工几十个孔都可能出现遗漏,更何况几万个孔。而且......
作者:穿孔机厂家,来源:腾讯视频,时间:2022-12-17 03:09,浏览量:459
苏极电损耗低电火花穿孔机,电火花穿孔机电极丝,电火花穿孔机电极丝关于苏极电损耗低电火花穿孔机内容导航:1、苏极电损耗低电火花穿孔机2、电火花穿孔机电极丝3、电火花穿孔机电极丝1、苏极电损耗低电火花穿孔机 小孔机床性能都很平均,要求精度不是很高的。金湖吕良镇电加工研究所,金湖吕良镇吕良镇三光,冬庆数控机床,金湖吕良镇吕良镇华方等都还可以 这个要看您的需求和精度要求,给您推荐金湖吕良......
作者:穿孔机厂家,来源:爱奇艺,时间:2022-11-15 12:36,浏览量:331
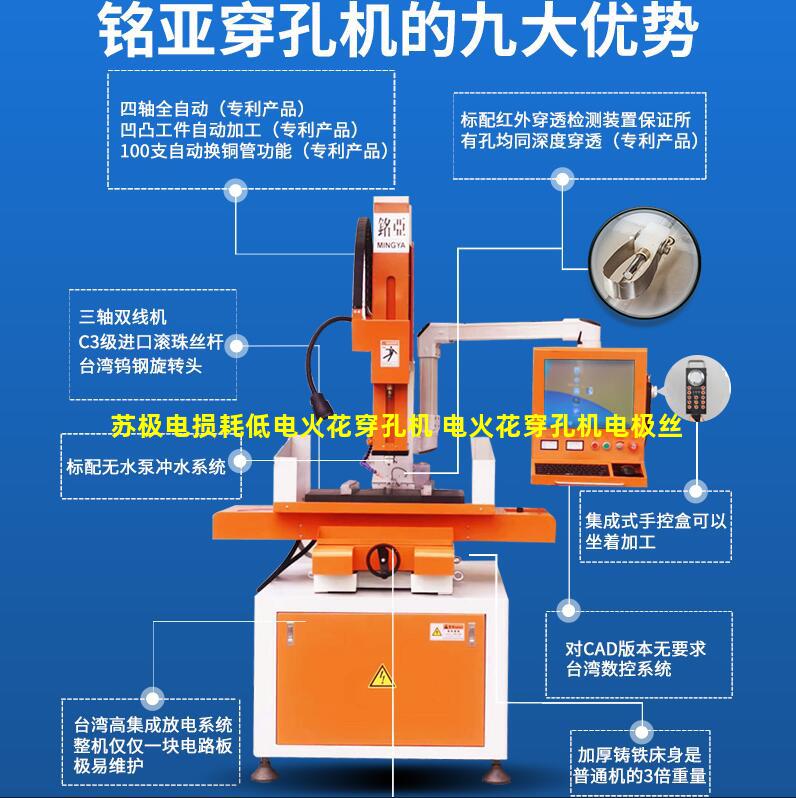
苏极电损耗低电火花穿孔机,电火花穿孔机电极丝,电火花穿孔机电极丝关于苏极电损耗低电火花穿孔机内容导航:1、苏极电损耗低电火花穿孔机2、电火花穿孔机电极丝3、电火花穿孔机电极丝1、苏极电损耗低电火花穿孔机 电火花穿孔机的特色:1、加工速度每分钟可达30—60mm.伺服行程380.可装500mm铜管。2、能加工不锈钢、淬火钢、硬质合金、铜、铝等各种导电材料。3、能直接从斜面、曲面穿入。4、伺服升......
作者:穿孔机厂家,来源:360问答,时间:2022-11-13 21:36,浏览量:371

苏极电损耗低电火花穿孔机,电火花穿孔机电极丝,电火花穿孔机电极丝关于苏极电损耗低电火花穿孔机内容导航:1、苏极电损耗低电火花穿孔机2、电火花穿孔机电极丝3、电火花穿孔机电极丝1、苏极电损耗低电火花穿孔机 品牌是小事!穿孔机主要注重性能和售后!看你用穿孔机是做什么的,需要穿多大的孔,对精度的要求是怎样的 你好,天龙数控穿孔机精度高,光洁度好,生产设备精良,检测手段先进 ......
作者:穿孔机厂家,来源:油管,时间:2022-08-21 19:00,浏览量:372
